Hey! Sebagai pembekalAcuan Lampu Depan, Saya sangat teruja untuk memandu anda melalui proses pembuatan acuan lampu depan. Ia adalah perjalanan yang cukup menarik dari awal hingga akhir, dan saya akan merungkaikannya untuk anda langkah demi langkah.
Fasa Reka Bentuk
Langkah pertama dalam membuat acuan lampu adalah fasa reka bentuk. Di sinilah semua keajaiban bermula. Kami bekerja rapat dengan pelanggan kami untuk memahami keperluan khusus mereka. Mereka mungkin mempunyai gaya, saiz atau fungsi tertentu dalam fikiran untuk lampu depan mereka. Kami menggunakan perisian pemodelan 3D lanjutan untuk mencipta reka bentuk maya terperinci lampu depan. Reka bentuk ini merangkumi semua butiran rumit seperti bentuk kanta, corak pemantul dan mata pelekap.
Semasa fasa ini, kami juga menjalankan kajian kebolehlaksanaan. Kami menganalisis reka bentuk untuk memastikan ia boleh dihasilkan dengan cekap dan kos - berkesan. Kami menyemak perkara seperti sudut draf, yang penting untuk pancaran lampu depan yang betul dari acuan. Jika terdapat sebarang isu, kami bekerjasama dengan pelanggan untuk membuat pelarasan pada reka bentuk. Ini semua tentang mencari keseimbangan sempurna antara bentuk dan fungsi.
Pemilihan Bahan
Setelah reka bentuk dimuktamadkan, sudah tiba masanya untuk memilih bahan yang sesuai untuk acuan lampu depan. Bahan yang kami pilih mestilah kuat, tahan lasak, dan mampu menahan tekanan dan suhu tinggi yang terlibat dalam proses pengacuan suntikan. Kami biasanya menggunakan aloi keluli gred tinggi, seperti P20 atau H13.
Keluli P20 terkenal dengan kebolehmesinan yang baik dan rintangan kakisan. Ia merupakan pilihan popular untuk acuan lampu depan yang kurang kompleks. Sebaliknya, keluli H13 dirawat haba dan mempunyai rintangan keletihan haba yang sangat baik. Ini menjadikannya sesuai untuk pengeluaran acuan lampu depan dengan volum tinggi, kerana ia boleh mengendalikan kitaran pemanasan dan penyejukan berulang tanpa ubah bentuk.
Kami juga mengambil kira keperluan kemasan permukaan lampu depan. Jika kemasan licin dan berkilat diperlukan, kita mungkin memilih keluli dengan struktur butiran halus yang boleh digilap ke tahap yang tinggi.
Pemesinan
Sekarang, mari kita masuk ke bahagian pemesinan. Di sinilah bahan keluli mentah mula mengambil bentuk acuan lampu. Kami menggunakan pelbagai proses pemesinan, termasuk pengilangan, pemusingan dan penggerudian.
Pengilangan digunakan untuk mencipta bentuk kompleks dan kontur rongga acuan. Kami menggunakan mesin pengilangan komputer - kawalan berangka (CNC), yang sangat tepat. Mesin ini boleh mengikuti reka bentuk 3D dengan ketepatan yang luar biasa, memastikan setiap perincian lampu depan direplikasi dalam acuan.
Memusing digunakan untuk mencipta ciri silinder, seperti teras acuan. Keluli diputar pada mesin pelarik, dan alat pemotong digunakan untuk mengeluarkan bahan dan membentuknya. Penggerudian digunakan untuk membuat lubang untuk perkara seperti saluran penyejuk dan pin ejektor.
Selepas pemesinan awal, kami melakukan proses yang dipanggil penamat. Ini melibatkan penggunaan alat pemotong yang lebih halus untuk melicinkan permukaan acuan. Kami juga menggunakan teknik mengisar dan menggilap untuk mencapai kemasan permukaan yang diingini. Permukaan licin adalah penting untuk kualiti lampu utama, kerana ia mempengaruhi kejelasan dan penampilan kanta.
Rawatan Haba
Rawatan haba adalah langkah kritikal dalam proses pembuatan acuan lampu depan. Ia membantu meningkatkan sifat mekanikal keluli, seperti kekerasan, kekuatan, dan keliatan.
Kita mulakan dengan proses yang dipanggil quenching. Acuan yang dimesin dipanaskan pada suhu tinggi dan kemudian disejukkan dengan cepat dalam medium pelindapkejutan, seperti minyak atau air. Ini menyebabkan keluli mengeras. Selepas pelindapkejutan, acuan dibaja. Pembajaan melibatkan memanaskan semula keluli yang dipadamkan ke suhu yang lebih rendah dan menahannya di sana untuk tempoh masa tertentu. Ini melegakan tekanan dalaman yang dicipta semasa pelindapkejutan dan menjadikan keluli lebih mulur.
Proses rawatan haba perlu dikawal dengan teliti. Jika suhu atau kadar penyejukan tidak betul, ia boleh menyebabkan masalah seperti keretakan atau kekerasan yang tidak sekata dalam acuan. Itulah sebabnya kami menggunakan peralatan rawatan haba termaju dan memantau proses dengan teliti untuk memastikan hasil yang konsisten.
EDM (Pemesinan Nyahcas Elektrik)
Dalam sesetengah kes, terutamanya untuk bahagian acuan lampu depan yang sangat rumit atau terperinci, kami menggunakan EDM. EDM ialah proses pemesinan bukan tradisional yang menggunakan nyahcas elektrik untuk mengeluarkan bahan daripada bahan kerja.
Terdapat dua jenis EDM utama yang kami gunakan: wire EDM dan sinker EDM. EDM wayar digunakan untuk memotong keluli menggunakan wayar nipis bercas elektrik. Ia bagus untuk mencipta potongan yang tepat, lurus dan bentuk yang kompleks. Sinker EDM, sebaliknya, menggunakan elektrod berbentuk untuk mencipta rongga dalam keluli. Ini berguna untuk mencipta corak terperinci pada pemantul lampu.
EDM membolehkan kami mencipta ciri yang sukar atau mustahil dicapai dengan kaedah pemesinan tradisional. Ia juga menyediakan tahap ketepatan dan kemasan permukaan yang tinggi.
Perhimpunan
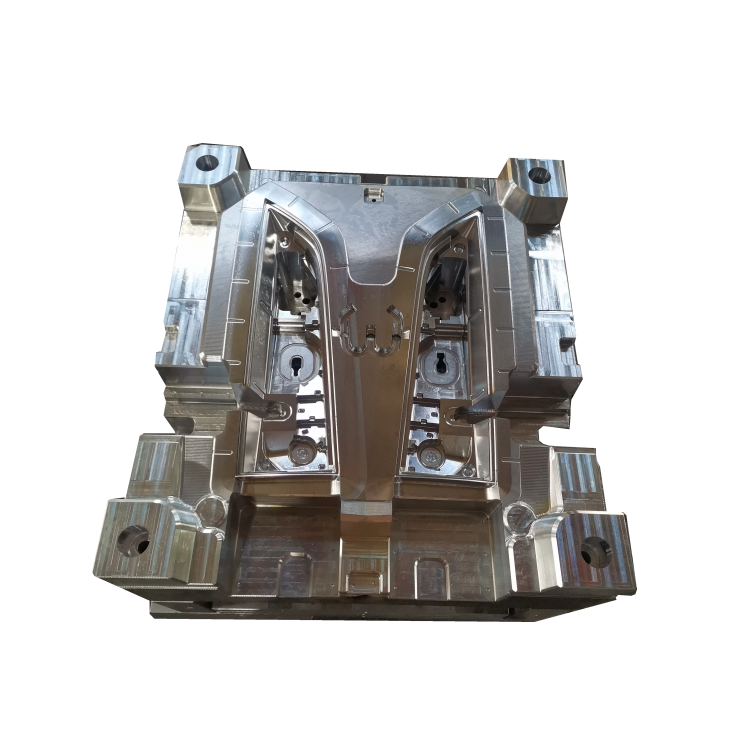
Setelah semua bahagian individu acuan lampu dimesin, dirawat haba, dan siap, tiba masanya untuk pemasangan. Kami menyatukan semua komponen dengan teliti, memastikan semuanya sejajar dengan sempurna.
Kami memasang teras, rongga, pin ejektor dan saluran penyejukan. Pin ejektor adalah penting untuk menolak lampu yang telah siap keluar dari acuan selepas proses pengacuan suntikan. Saluran penyejukan direka untuk mengawal suhu acuan semasa proses, memastikan lampu depan menyejuk secara sekata dan cepat.
Kami juga menggunakan alat penjajaran ketepatan untuk memastikan bahawa kedua-dua bahagian acuan sesuai bersama dengan tepat. Sebarang salah jajaran boleh menyebabkan kecacatan pada lampu utama akhir, seperti denyar (plastik berlebihan) atau ketebalan dinding yang tidak sekata.

Pengujian dan Kawalan Kualiti
Sebelum kami menghantar acuan lampu kepada pelanggan kami, kami menjalankan beberapa siri ujian dan pemeriksaan kawalan kualiti. Kami bermula dengan pemeriksaan visual untuk mencari sebarang kecacatan permukaan, seperti calar atau retak.
Kami juga melakukan pemeriksaan dimensi menggunakan mesin pengukur koordinat (CMM). Mesin ini boleh mengukur dimensi acuan dengan ketepatan yang tinggi, memastikan ia memenuhi spesifikasi reka bentuk.
Seterusnya, kami melakukan percubaan proses pengacuan suntikan. Kami menggunakan sampel bahan plastik yang akan digunakan untuk membuat lampu depan dan menyuntiknya ke dalam acuan. Kami menyemak kualiti lampu yang terhasil, mencari perkara seperti pengisian yang betul, tiada buih udara dan kemasan permukaan yang baik.
Jika sebarang masalah ditemui semasa ujian, kami membuat pelarasan yang diperlukan pada acuan. Ini mungkin melibatkan pemesinan, penggilapan atau pemasangan semula bahagian. Kami tidak berehat sehingga acuan menghasilkan lampu hadapan berkualiti tinggi secara konsisten.
Kesimpulan
Jadi, begitulah - proses pembuatan acuan lampu depan secara ringkas. Ia adalah proses yang kompleks dan tepat yang memerlukan banyak kepakaran dan perhatian terhadap perincian. Sebagai aAcuan Lampu Depanpembekal, kami komited untuk menyediakan pelanggan kami acuan berkualiti tinggi.
Jika anda berada di pasaran untukAcuan Lampu DepanatauAcuan Lampu Ekor, kami ingin berbual dengan anda. Sama ada anda mempunyai reka bentuk khusus dalam fikiran atau memerlukan bantuan dengan proses reka bentuk, kami sedia membantu. Hubungi kami untuk memulakan perbualan dan mari kita bekerjasama untuk menghidupkan idea lampu depan anda.
Rujukan
- "Kejuruteraan dan Teknologi Pembuatan" oleh Serope Kalpakjian dan Steven R. Schmid
- "Buku Panduan Jurutera Alat dan Pembuatan" diterbitkan oleh Persatuan Jurutera Pembuatan